







 By the Members, of the Members & for the Members
By the Members, of the Members & for the Members
Hot Runners vs Cold Runners
Plastic components are in use by every industry and manufacturing these components through injection molding has come a long way. A wide range of equipment options exist depending on your application and capabilities. Generally speaking you have a choice between traditional cold runners or the more advanced hot runners. Each option comes with its own unique sets of pros and cons and so understanding the di¬fferences and how they relate to your application could have a big impact on your productivity and overall profitability.
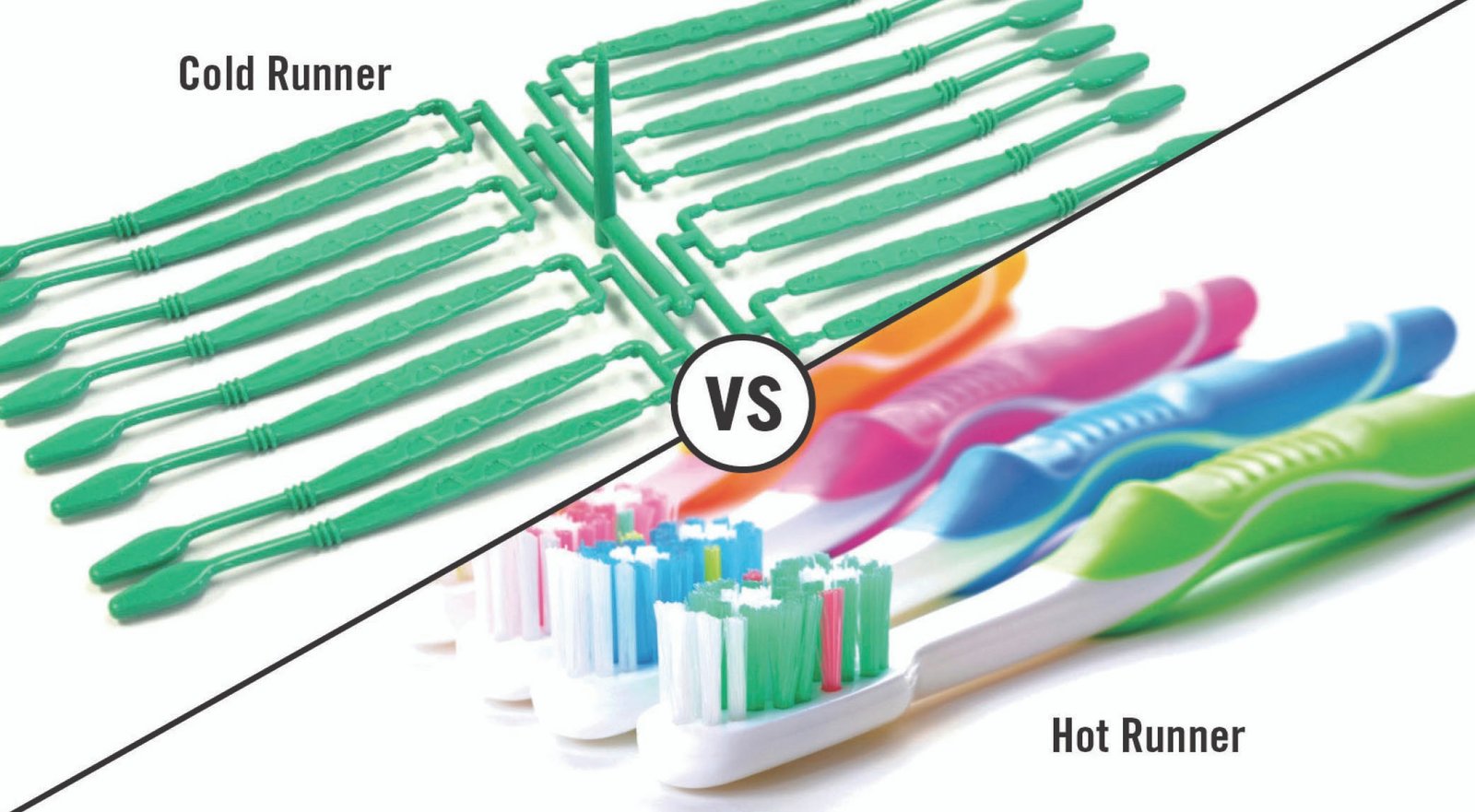
Cold Runners
In a cold runner mold, the molten thermoplastic is injected into the mold which fills the runners that distribute the molten plastic to the individual mold cavities. The cold runner mold then cools the sprue, runner, and gate along with the molded part.
Cold runner molds are certainly more economical to manufacture and can be easier to maintain, however they have several major limitations compared to molds with hot runner systems:
- Longer cycle time
- Creates waste (sub-runners)
- Require additional auxiliary processing equipment (robotics, re-grinding machines/ employee labor to remove runners, etc.)
- Secondary operations (degating, removal of cold runners, re-grinding etc.)
Why Choose Hot Runners
While hot runners often come with a higher upfront cost and require some additional maintenance, their more effi¬cient design can often easily provide a valuable return on this investment. Hot runners signficantly overcome the inefficiencies of its cold runner counterpart.
Hot runner systems produce less wasted plastic, have shorter cycle times, use less energy, improve gate quality, use fewer auxiliaries and require less manual labor for runner handling, trimming and regrinding.
Wasted Plastic & Energy
Depending on the part design, the cold runner can equal 50% to 250% of the mold part weight with regrind typically limited to 15% at most, so the remaining 85% is waste or has minimal salvage value. Re-grinding also adds a step in the manufacturing process and could decrease the plastic’s mechanical properties.
For some markets, this waste could be much higher. The medical market requires 100% virgin resin, so all of the runner would be scrap. The energy consumption of a cold runner can double due to extra heat, cool and regrind wasted.
For many applications, the wasted runner can double the part cost.
Cycle Time
Cycle time is typically dominated by part cooling, with cooling time being dictated by part wall thickness or cold runner thickness. Even optimized cold runners cause typically 50% to 100% longer cycle times than hot runners.
Hot runners offer higher productivity yields due to signfi cantly reduced process cycle times.
Capital Equipment
Cold runners mold with 3 plate design, trimming equipment, regrinding equipment, added chilling/cooling capacity and metering blender. Hot runners only require a manifold, nozzles and plates as well as a temperature controller, which is reusable.
Managing additional overhead and operational factors such as added chilling capacity and the noise and dust related to grinding scrap runners.
Labor Costs
Cold runner costs include runner handling, trimming, re-blending and scrap. They are prone to occasional stick in molds interrupting overall operation. Maintenance is also required on numerous auxiliaries.
Hot runners are highly automated and are ideally suited to scheduled preventative maintenance.Interruptions are possible with failed heaters or thermocouples but depending on the hot runner manufacturer, these interruptions can be minimal.
Eliminating the cold runner saves the added labor from runner handling, gate trimming andregrinding.
Hot Runner Justification Tool
If you are thinking of making the switch from cold runners to hot runners, compare the economics of switching using Milacron’s Hot Runner Justification Tool. This tool highlights the economic benefits of hot runner technology compared to cold runners with a simple user interface that has three basic inputs (resin, part weight and maximum wall thickness) with numerous default settings.It provides an easy to understand break even analysis to justify the use of hot runners over coldrunners for various scenarios from 2-48 cavities. For more insight and customization, the advanced tool allows for additional inputs and changes to suit a specifi c application, or call one of our Hot Runner specialists today.
Courtesy: www.milacron.com

